| English |
| Версия сайта для слабовидящих |
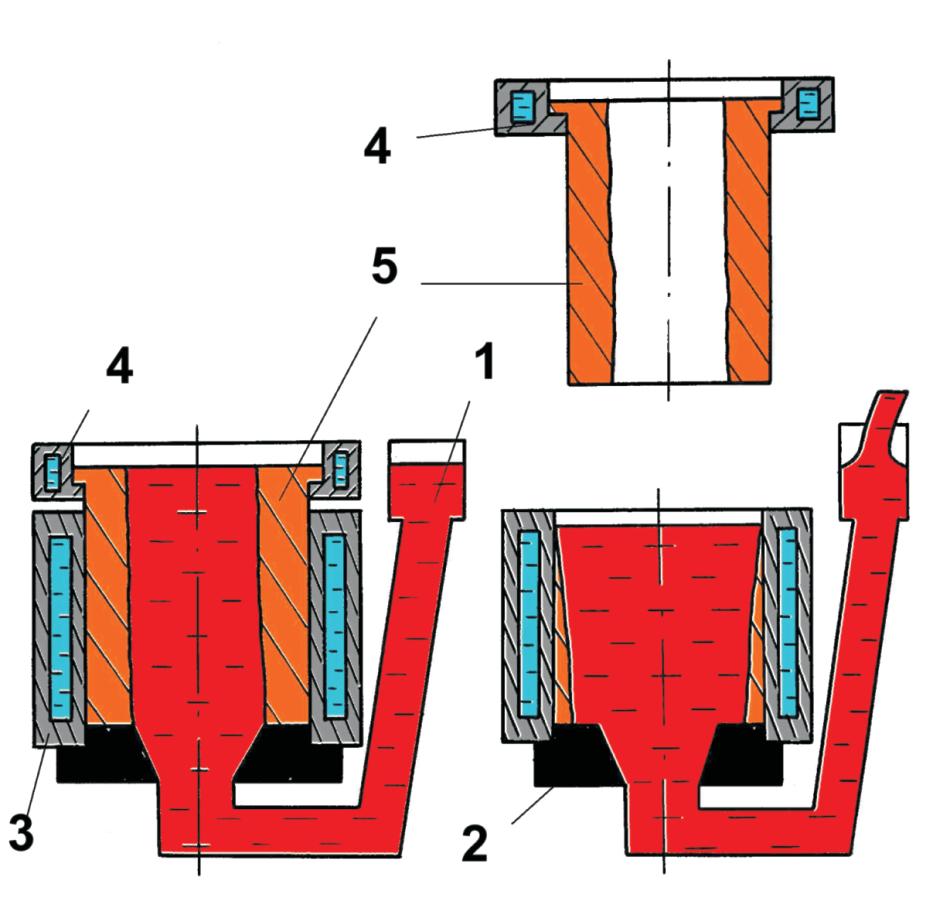 |
Жидкий металл из разливочного ковша через металлопровод (1) и соединительный стакан (2) подают в водоохлаждаемый кристаллизатор (3). Образовавшуюся трубную отливку (5) периодически извлекают вверх при помощи подвижной части кристаллизатора (4).
Отличительная особенность - сифонный подвод металла в кристаллизатор, направленное затвердевание, отсутствие стержня.
Область применения
Гильзы цилиндров, седла клапанов, кольца поршневые и уплотнительные для двигателей внутреннего сгорания, компрессоров, турбокомпрессоров и др.
|
 |
Преимущества
Технология позволяет в непрерывно-циклическом режиме получать отливки с заранее заданными структурой и физикомеханическими свойствами за счет направленного затвердевания и термообработки, объединенных в единый технологический процесс.
Главной отличительной чертой технологии является получение полых отливок без применения стержня в стационарной (не вращающейся) водоохлаждаемой металлической форме.
Особенности механизма формирования отливки обеспечивают повышенную плотность, заданные структуру и твердость, отсутствие газовых раковин, шлаковых включений, усадочной пористости и трещин.
Распределение структурных составляющих в отливках не воспроизводится ни одним из известных методов получения литых заготовок подобного типа.
|
| Чугун белый высокохромистый | Чугун с шаровидным графитом |
Требуемая структура металлической матрицы (для серых чугунов в диапазоне от перлитной до ферритной) достигается без дополнительной термообработки.
Обеспечивается также комплексное решение вопроса использования собственных возвратных отходов (стружки, технологической обрези и литников), доля которых в шихте может достигать 70…80 % без снижения качества литья.
|
 |  |
|
Чугун серый
|
 |  |
 |
Технические характеристики
Размеры заготовок:
- наружный диаметр, мм ..50-185
- толщина стенки, мм .........10-15
- высота, мм.....................150-300
- производительность,
отливок/час .......................100-240
- выход годного, %.............90-95
Твердость чугуна:
- серого, HB ...................229…255
- высокопрочного
с шаровидным графитом,
HB....................................255…277
- белого высокохромистого,
HRC.....................................64…66
|
 |
Литейное оборудование:
- масса полуавтоматической литейной установки 2,5 тонны;
- производственная площадь литейного участка 40 м2;
- производительность 100…240 отливок/час;
- выход годного 90…95 %.
В настоящее время технология используется на литейном участке института для получения литых заготовок указанной выше номенклатуры с общим объемом выпуска до 20 тонн литья в месяц.
|
`
|
Copyright © 2026 Институт технологии металлов Национальной академии наук Беларуси
|